


























Comparação técnica: Hardbanding semiautomático vs. manual para ferramentas de campo petrolífero
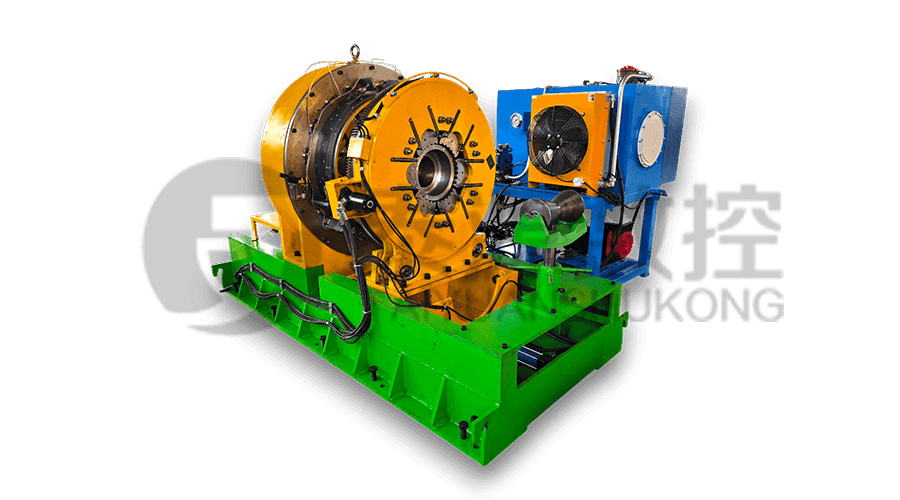
Nos ambientes exigentes da indústria de petróleo e gás, o revestimento rígido do centro dos tubos de perfuração é essencial para mitigar o desgaste do revestimento e das paredes do poço. Embora a soldagem manual tenha raízes históricas, a mudança para máquinas especializadas redefiniu os padrões de integridade metalúrgica. Máquina-ferramenta CNC Jiangsu Taiyuan Co., Ltd. , base nacional de produção de equipamentos petrolíferos, fabrica Máquina de solda semiautomática projetado especificamente para o revestimento de juntas de tubos de perfuração e centralizadores. Ao utilizar processos de soldagem com proteção de gás desoxidado, Máquina-ferramenta CNC Jiangsu Taiyuan Co., Ltd. garante uma ligação de alta resistência e resistente ao desgaste que os métodos manuais lutam para replicar de forma consistente.
Diferenças Críticas na Execução de Hardbanding
A transição técnica de sistemas manuais para sistemas semiautomáticos impacta a longevidade estrutural da coluna de perfuração:
- Uniformidade de Depósito: A soldagem manual é suscetível à fadiga humana, levando a variações na altura e largura do cordão. O Máquina de solda semiautomática utiliza um mecanismo de rotação sincronizada e alimentação automática do arame para garantir uma faixa perfeitamente uniforme, o que evita concentrações de tensões localizadas.
- Integridade da blindagem de gás: A proteção contra gás desoxidado requer um fluxo estável para evitar a contaminação atmosférica. Os sistemas semiautomáticos mantêm uma distância constante do bocal, garantindo que a poça de fusão permaneça pura e livre de porosidade, o que é vital para aplicações de alta resistência.
- Controle térmico: O superaquecimento durante a soldagem manual pode alterar a metalurgia do tubo de perfuração, causando fragilidade. Máquina-ferramenta CNC Jiangsu Taiyuan Co., Ltd. O equipamento proporciona alto poder de acionamento com controle preciso do aporte térmico, preservando as propriedades mecânicas do metal base.
Comparação de parâmetros técnicos: soldagem semiautomática vs. soldagem manual
A tabela a seguir ilustra por que Máquina-ferramenta CNC Jiangsu Taiyuan Co., Ltd. concentra-se em soluções semiautomáticas especializadas para serviços profissionais em campos petrolíferos:
| Métrica Técnica | Hardband manual | Série Semiautomática Taiyuan |
|---|---|---|
| Tipo de processo | Arco/bastão manual | Soldagem com proteção de gás desoxidado |
| Consistência do cordão de solda | Baixo (Dependente da operadora) | Alta (precisão mecânica) |
| Eficiência de Produção | Padrão | Alto (ciclo contínuo) |
| Rigidez da Base da Máquina | N/D | Excelente (rigidez da cama em ferro fundido) |
| Tempo de retenção de precisão | Mínimo | Longo prazo (componentes de alta tecnologia) |
| Pontos de falha | Alto (erro humano) | Poucos (estrutura simples e robusta) |
Sobre a máquina-ferramenta Co. do CNC de Jiangsu Taiyuan, Ltd.
Fundada em 2003 na cidade de Taixing, a "cidade natal do Ginkgo" perto do rio Yangtze, Máquina-ferramenta CNC Jiangsu Taiyuan Co., Ltd. cobre 24.800 m² e serve como base de produção vital para a indústria de equipamentos petrolíferos. A empresa oferece uma ampla gama de máquinas especializadas, incluindo linhas de produção de tubos de perfuração, tornos de rosqueamento de tubos CNC de acoplamento e máquinas de revestimento de correias resistentes ao desgaste centralizadoras de tubos de perfuração . Com a certificação do sistema de qualidade ISO, seus produtos são amplamente utilizados por gigantes da indústria como Shanghai Baosteel, Shandong Shengli Oilfield e empresas internacionais nos Estados Unidos, Japão e Argélia. Conhecido por seu alto poder motriz e forte especificidade, Máquina-ferramenta CNC Jiangsu Taiyuan Co., Ltd. continua comprometida com a especialização em equipamentos de energia e a excelência global.
Perguntas frequentes da indústria
-
Por que a proteção contra gás desoxidado é importante para tubos de perfuração?
Durante o revestimento de correias resistentes ao desgaste, qualquer oxigênio preso pode causar microfissuras. O Máquina de solda semiautomática de Máquina-ferramenta CNC Jiangsu Taiyuan Co., Ltd. utiliza misturas de gases específicas para desoxidar a poça de fusão, garantindo que o hardband seja de alta resistência e capaz de suportar o alto torque da perfuração de poços profundos.
-
Como a rigidez da cama afeta a qualidade da soldagem?
Assim como o nosso tornos de rosca de colar de perfuração , as unidades de soldagem requerem uma base estável. A boa rigidez e estrutura simples das máquinas de Máquina-ferramenta CNC Jiangsu Taiyuan Co., Ltd. evitam vibrações durante o ciclo de soldadura, o que é crucial para conseguir uma distribuição uniforme de materiais resistentes ao desgaste.
-
Quais indústrias se beneficiam das máquinas especializadas da Taiyuan?
Nossos produtos são amplamente utilizados em campos de petróleo, geologia, mineração e indústrias químicas. Quer seja um fresadora de rotor de bomba de parafuso ou um máquina de rosqueamento de tubo dobrado , oferecemos alta eficiência de produção e qualidade confiável para usuários em todo o mundo.
